产品中心
products精微装备制造

控制阀精密喷孔数控电火花加工机床(双工位)
2016-03-22点击 :16198
为了适应市场需求,提高控制阀微细喷孔电火花加工的加工效率,研发配置有双工位加工能力的控制阀喷孔电火花加工机床。
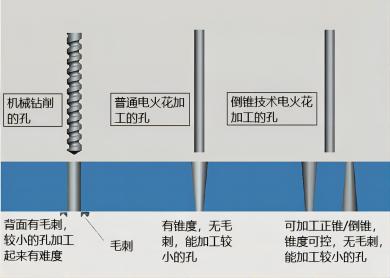
1.倒锥机构可以加工各种规格、形状的孔,满足高档控制阀对孔形的要求;
2.高频振动和微细电火花符合加工技术完美组合,提升了电火花微孔加工的品质和效率;
3.独特的进退丝机构,实现了电极丝损耗的自动补偿和自动修整,使加工孔的精度高、一致性好;
4.双工位设置,配备两个单独电加工单元,可同时加工两种不同规格的产品,占用空间小,工作效率高。
 |
.jpg) |
| 喷孔加工方法比较 | 双工位 |
.jpg) |
.jpg) |
| 高性能、高性能 | 控制阀 |
机床主要参数
|
机床重量 |
1500KG |
| 机床尺寸(长、宽、高) | 1230mm×1760mm×2100mm |
| 机床总功率 | 5KW |
| 机床供电电压 | 220V/50Hz |
| 控制面板尺寸 | 545mm×545mm×155mm |
| 工作台面尺寸 | 980mm×680mm |
| X、Y、Z行程 | 90mm、30mm、110mm |
| 水箱外形尺寸(长、宽、高) | 950mm×500mm×500mm |
| 水箱容量 | 66L |
| 水箱供水压力、流量 | 0.3kg/cm2、30L/h |
机床技术参数
| 孔的加工范围/精度 | 0.125mm~0.5mm/≤±0.002mm |
| 孔加工的径深比 | 1:10 |
| 钨丝的加工损耗比 | 5:1 |
| 加工表面粗糙度 | Ra≤0.6μm |
| 单孔加工时间 | <50s |
| X、Y定位精度 | ≤±0.005mm |
| 加工控制阀喷孔流量离散度 | ≤±3% |
| 倒锥 | ≤2° |
 地址:江苏省无锡市滨湖区胡埭工业园冬青路19号
地址:江苏省无锡市滨湖区胡埭工业园冬青路19号 电话:0510-85166666
电话:0510-85166666
 传真:0510-85166665
传真:0510-85166665 版权所有:无锡微研股份有限公司 苏ICP备05015862号
 苏公网安备32021102001597
技术支持:
启航信息
苏公网安备32021102001597
技术支持:
启航信息
苏公网安备32021102001597
技术支持:
启航信息